
Colour coding separates the tools used in one type of task or location from another, helping prevent tools from becoming sources of cross-contamination. Color Coding System helps the cause of Food Safety.
Yes, as the term says, it’s all about, coding the materials, equipment or process lines handled using colors, just like how traffic signals work. To put it down in simple terms, as the traffic signals help you coordinate driving or walking on the road in an easy and safe manner, colour coding works as a strategy at the industrial level to aid safety!
How does color-coding help?
Color-coding aids in distinguishing various tools, equipment or process lines used in a particular type of task or at a location, from another. This helps to control cross-contamination to a great extent. Colour coding can be applied across various domains in a food processing unit. It could be applied to material handling where the stages of materials could be distinguished by the colours.
In a food safety management system, colour coding acts as a basic preventive control strategy. Colour coding helps in building the system through the following.
- Standard Operating Procedures (SOPs) can improve food safety. In fast-food restaurants, implementing color coding during material handling is essential. High risks of cross-contamination exist in fast-paced environments.
- Using color-coded equipment—such as chopping boards and knives for dairy, meat, fish, and vegetables—helps food handlers work efficiently and reduces contamination risks. Therefore, SOPs for handling and preparing different food categories should incorporate color coding.
- As mentioned above, it shall be used as a preventive control strategy itself. In a food safety plan, a color-coding system can take the role of preventive measure which shall be periodically validated, monitored, verified and reviewed. Coloured labels are a type of measure to protect consumers from consuming hazardous materials. When planning allergen management at your facility, Color-coded labels can be used to identify and separate allergens which if not used rightly would be a contaminant.
- Also, this practice could be implemented as an individual control measure. Current GMPs or HACCP prerequisite programs could be tailored to include a colour-coding system as a preventive control measure, provide, it is monitored, verified and reviewed periodically.
How can color coding be implemented?
Initially, determine the need for colour-coding in your system. It could be a change in the industrial design, compliance requirements or installation of a new manufacturing line in the industry that reveals the need for colour coding in the system. Basically, colour coding helps to separate and organize. This practice easily breaks down a lot of complications just by virtually sorting out the system needs in a facility.
Color coding can be used for the following:
- Zone & Equipment control: Different zones shall be identified by specific colours. There will be different zones that run different stages of materials such as, raw, in-process, finished, packed, high risk, low risk etc. It is very important to maintain separation and control among these zones. Yes, colour coding helps in making this segregation easier. A virtual classification will help the employees also figure out the processes and materials easily. The same shall go with the equipment and tools that are used in the respective zones. This will prevent cross-contamination to a greater extent. Also, this will assist in the proper organization and storage of tools.
- Identify the processing lines : IS 2379:1990 covers the colour scheme for the identification of contents of pipelines carrying fluids. The standard also covers specifications for the fittings, valves and pipe coverings. It is important to distinguish the processing lines carrying different materials. For example, it is very important that potable water does not mix with non-potable water as water comes in direct contact with food. A simple colour-coding will help identify the two different lines and allows better coordination in production and among the handlers.
- To increase traceability : Employees could easily identify and trace back the equipment and tools that belong to respective zones if misplaced. For example, in a restaurant, if one finds a different chopping board and knife in the finished material area, it could be easily identified and traced back to its respective zone.

- Breaks the language barrier : Color coding can help communication with respect to food production a lot easier. Employees from diverse backgrounds can be easily trained to handle and store materials and tools correctly, reducing confusion and preventing cross-contamination more effectively.
- Promotes 5S System :Sort, Set in Order, Shine, Standardise and Sustain. Implementing a colour-coding system aids in following the 5S system more effectively. Colour coding eases the process of sorting and setting in order.
- Storage becomes easier: As colour coding helps in sorting and organizing the tools, it could be used in the storage system of food materials. You can sort and store different types of materials such as wet, dry, allergens, dairy, meat, poultry, vegetables etc. Depending on the need of the system and the ease of food handlers, categorise the type of materials and colour code the storage system.
- Colour-coded uniforms and footwear. The difference in the uniforms, footwear and other PPEs, will help employees easily identify which to wear while getting into each zone. For example, a high-risk area is where food products that are critical will be handled or stored. This simple, color-coding system will help in preventing cross-contamination to a higher degree.
- Colour coding in labels. FIFO/FEFO is an indispensable practice in the food industry. Colour coding helps in this as well. Using colour-coded labelling as the items are stored will help FIFO/FEFO system move easily.
- Colour coding to determine characteristics of foods. USDA explains the use of color-coding to communicate many characteristics of an item such as refrigeration quality, temperature variation, color content, pH levels etc. Instruments can read the changes in colours, thus quantifying the characteristics of food products like how spectrophotometers work.
Training is the key.
No regulations mandate specific colors for each application. You can implement color coding according to your system’s needs and convenience. The key is to train employees on the chosen system. The plan should be clearly defined, displayed, and communicated to all staff and visitors. Proper signage is essential so anyone can easily recognize the facility’s color-coding system.

Following is a recommendation on colour coding that may be followed in a system.

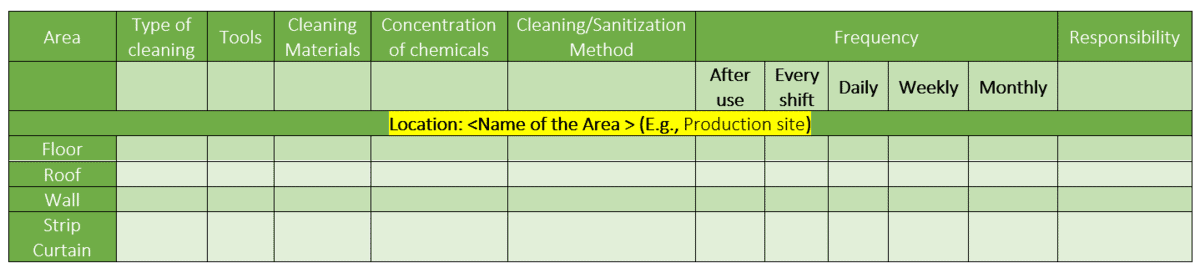
This shall be applied to the equipment such as chopping boards & knives, or the storage containers used for respective food items. The same shall be followed for the cleaning equipment used at respective food handling areas and storage areas.
Similarly, as per the requirements, colour-coding shall be applied to your system, be it for zone control, to distinguish pipelines, chemical storage areas, drainage system and cleaning process etc.
Monitor, review and document.
As mentioned earlier, color-coding systems can be incorporated into SOPs or used as a preventive control strategy, and they may be added to cGMPs, PRPs, and other programs. Ensure the plan is regularly monitored, periodically reviewed, documented, and verified.
The key steps are to document the program, train employees on the purpose and proper use of the color-coded hygiene scheme, ensure consistent and effective use of colors, and establish an accountability system to reinforce compliance.
Avoid downsides!
- Involve a multi-disciplinary team while designing the colour-coding system. This will help in better planning and efficient execution.
- Plan your colour-coding system carefully in accordance with the need of your system, processes, and convenience of your people. Do consider the auditor requirements as well.
- Keep it simple. Simple will be easier to implement and follow.
- Keep it in contrast. If bristles of brush have fallen into the food, it should be quickly identifiable. Hence, choose the colours accordingly.
- Choose wisely. A low initial investment may invite long-term losses. Hence, plan and choose your plan and purchase the required accordingly. When designing and planning, ensure that what you do is beneficial, durable, food safe, food-contact compliant and have appropriate documentation.
Food Safety Works can help!
We can help decode your system needs and design the perfect colour-coding system for your facility. We can train your employees and help with the implementation, monitoring, review, and verification. Catch up with us to learn more!